Alphabetical Index
Keyword Search
Casting Defects
Ingot Defects
Slab Defects
Drawing Defects
Forging Defects
Rolling Defects
Bearing Defects
Coating Defects
Corrosion Defects
Fractography
Heat Treatment Defects
Machining Defects
Other Defects
Pipeline Defects
Polishing Defects
Rail Defects
Tool Steel Defects
Welding Defects
Internal Defects
Surface Defects
Internal + Surface Defects
Contact Us
Help
Home
Blow holes - Rolling defects

Figure 1: Blow holes.

Figure 2: Blow holes.
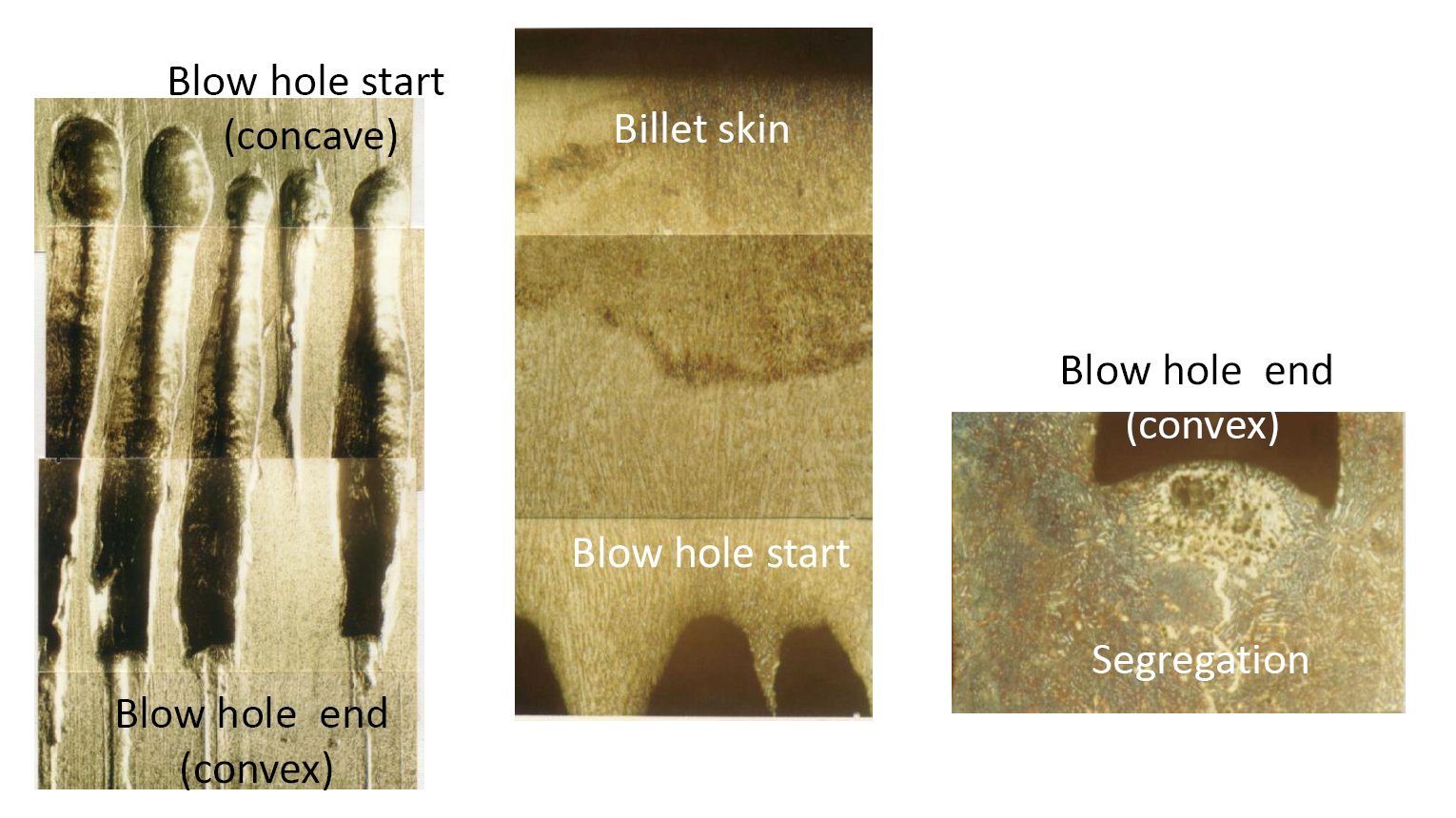
Figure 3: Blow hole details (Oberhofer etching).

Figure 4: Blow holes and segregation.
Defect name: Blow holes
Record No.: 854
Type of defect (Internal/Surface): Internal, surface
Defect classification: Rolling defects, billet defects
Steel name: Steel
Steel composition in weight %: No data.
Note: Pin holes and blow holes are typical defects that occur in Si-Mn killed steel cast with metering nozzle and oil lubrication. Although in both cases the root cause for their formation is gas evolution, the mechanisms are somewhat different. Blow holes for theses steels are originated in gases dissolved in the steel that segregate to interdendritic space and if their partial pressure is enough, form bubbles. For the bubbles to develop, besides a high content in dissolved gas, segregation of gases to interdendritic spacing is required, a condition that is not met at the surface, but to some depth inside the billet.
Characterization
- Typically, blowholes are accommodated relatively closed to the billet shell, with a perpendicular direction.
- If very serious, they can be seen even in the oxy cut.
- Distribution (location in the sequence; strands affected; billet / bloom length affected, etc.), varies from case to case. depends on the root cause for the excess of gas in the steel.
- Blow holes start in interdendritic regions.
- They end at a given distance from the billet/bloom/beam blank skin.
- Gas analysis in blow holes. Dragon Steel Corporation, 2010: 90.7% H2, 8.9% CH4, 0.4% CO2, 0.2% CO.
Formation
- Generation attributed to an excess of dissolved gases (oxygen, nitrogen and / or hydrogen, enough to produce a bubble.
- This process has been modeled from early billet casting times, giving a base to understanding of the phenomena.
Evolution during rolling
- These defects, if not in contact with the surface, will not develop scale during reheating, as opposite to pin holes.
- So, they may weld partially or totally during rolling.
- Segregation is associated with them and may cause trouble in certain applications.
- This segregation is often seen in the transverse metallographic cut of rolled products as ghost lines.
- They could also arise from other segregation-related defects, like midway and off-corner cracks.
- If the occurrence of blow holes in certain operating situations is endemic, an improvement plan should be designed and carried out.
Countermeasures
- Minimizing the occurrence of the blowholes is a question of constant and uniform operating practices avoiding the risk of high oxygen, nitrogen or hydrogen in the steel.
-- dry lime (or partial use of sintered lime) in the ladle.
-- low furnace slag carry-over.
-- an even deoxidation practice that avoids dispatching un-deoxidized or over-deoxidized ladles to the caster.
-- avoiding long treatment times.
-- switching to argon when this occurs.
-- tundish and ladle without remaining moisture.
- Typical operating situations where blowholes may occur.
-- High Oxygen. Heat sent to the caster when deoxidation was not still finished, due for instance to coordination reasons or difficult deoxidation related to slag carry over.
-- High Oxygen and Nitrogen. Start of a sequence. Here the oxygen and nitrogen picked-up by contact with air during tundish filling may be enhanced by moisture remaining in the tundish lining.
-- High Hydrogen. New ladle with some moisture remaining in the lining.
-- High Nitrogen. Ladle with long treatment time, when just nitrogen is used as stirring gas.
- Cases. Beam blank caster (Dragon Steel Corporation, 2011). Main contributor to blowhole formation was hydrogen from the sealing material for tundish lining. Billet caster (Tata Steel Thailand, 2012). Focus was on improving deoxidation and avoiding reoxidation.
Reference: Not shown in this demonstration version.