Alphabetical Index
Chemical Composition of Steels
Keyword Search
Steel Names
Alloyed Steels
Carbon Steels
Cast Irons
Chromium Steels
Cold Work Tool Steels
Creep Resistant Steels
Hot Work Tool Steels
Molybdenum Steels
PM steels
Stainless Steels
Structural Steels
Tool Steels
Vanadium Steels
White Cast Irons
M2C Carbides
M3C Carbides
M7C3 Carbides
M23C6 Carbides
MC Carbides
Light Microscopy
EDS/WDS Microanalysis
Scanning Electron Microscopy
Transmission Electron Microscopy
X-Ray Diffraction
Help
Contact Us
Home
MC and M23C6 carbides in Armour steel

Table 1: Class 2 armour steel compositions according to MIL MIL-A-11356F and used in experiments.
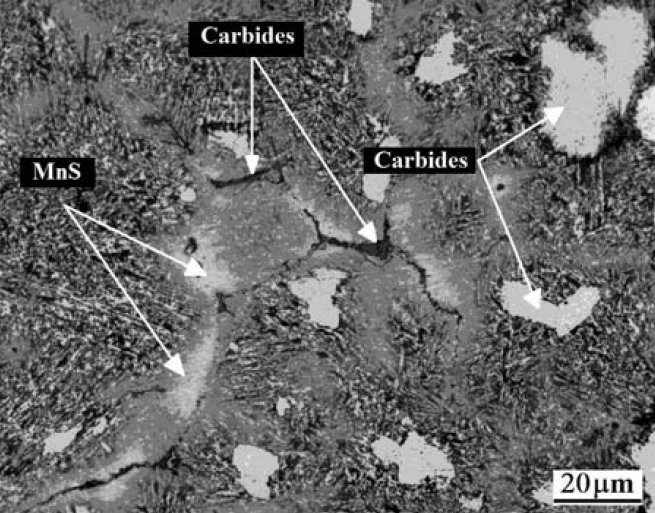
Figure 1: Microstructure of as-cast specimen. Scale bar: 20 µm.
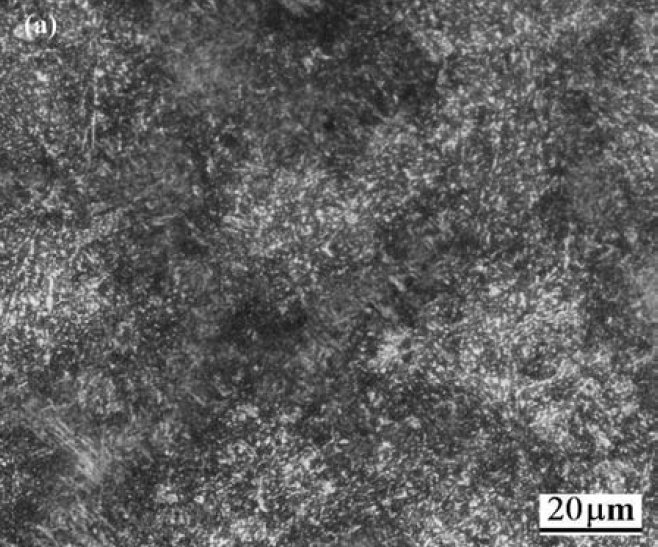
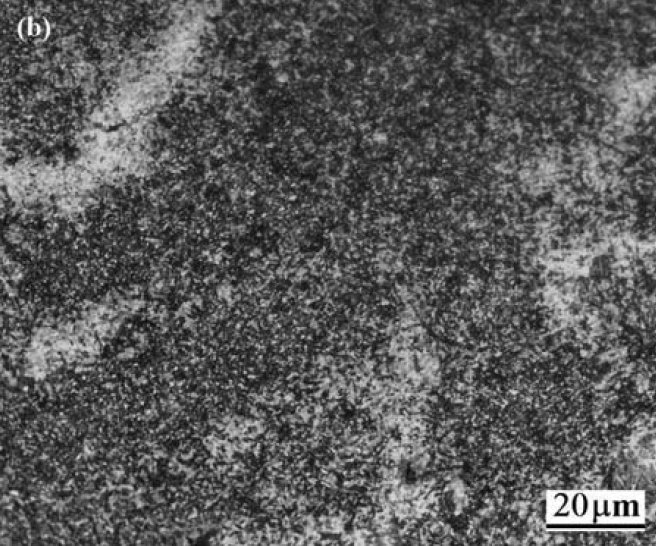
Figure 2: Microstructures of HAZ of parts single pass welded
(a) and pre-heated/single-pass welded (b). Scale bars: 20 µm.
Carbide name: MC, M23C6
Record No.: 1061
Carbide formula: MC, M23C6
Carbide type: MC, M23C6
Carbide composition in weight %: No data
Image type: LM
Steel name: Armour steel
Mat.No. (Wr.Nr.) designation: No data
DIN designation: No data
AISI/SAE/ASTM designation: No data
Other designation: No data
Steel group: Armour steels
Steel composition in weight %: See the table 1.
Heat treatment/condition: In this research, Class 2 armour steel parts were welded using
single-pass and pre-heated/single-pass conditions to examine
optimal welding parameters in relatively thin parts. Armour steel
parts were produced in high frequency induction furnace and cast
into resin-bonded sand mould. Specimens were then machined
into 5 x 10 x 100 mm dimensions, cut into two pieces (5 x 10 x 50 mm) and gas tungsten arc welded (GTAW) using a low-alloyed
high-strength steel filler rod (AWS A5.5:E 8018-B2). Chemical compositions of typical and cast armour steels were
given in Table 1. Test parts were welded using 70 A current and 10 l/min argon
flow. (A) parts were single pass welded. (B) parts were pre-heated
to 100°C and then single pass welded. Welded specimens were
investigated using optical microscopy and Vickers hardness tests.
Optical micrography was used to characterise transition sites of
base metal, HAZ and weld zone. Hardness test was conducted to
characterise homogeneity of welding in terms of mechanical
properties.
Note: Purpose: In this study, microstructural and mechanical evaluations of class 2 armor steel after single-pass and
pre-heated/single-pass welding were investigated to reveal the effect of pre-heating on heat affected zone (HAZ)
in thin armor steel parts.
Design/methodology/approach: In this research, class 2 armor steel parts were welded using single-pass
and pre-heated/single-pass conditions to examine optimal welding parameters in relatively thin parts. Welded
specimens were investigated using optical microscopy and Vickers hardness tests. Optical micrography was used
to characterise transition sites of base metal, HAZ and weld zone. Hardness test was conducted to characterise
homogeneity of welding in terms of mechanical properties.
Findings: The results have shown that pre-heat/single-pass welding of armor steel could provide homogeneous
hardness distribution along welding region. Similar microstructures and mechanical properties were found in base
metal and HAZ.
Practical implications: Armor steel was succesfully welded using GTAW without any defects either in weld
seam or HAZ.
Segregation is generally inevitable in castings which results in
degradation of mechanical properties. Armour steels without
annealing have significantly MnS segregated sites. In present
study, no heat treatment was conducted in weld region to examine
the characteristics of HAZ. Microstructure of as-cast test parts
was given in Fig. 1. Previous studies have shown that approximately 2% M23C6
and 0.5% MC carbide formation. Microstructures of HAZ of parts
single-pass welded (A) and pre-heated/single-pass (B) were given
in Fig. 2a and Fig. 2b. Fine grained microstructure was resulted
due to rapid cooling. However higher hardness alone is not a
significant property in steels used in armoury equipments since it
does not have direct influence in fracture strain.
Links: No data
Reference: Not shown in this demo version.